Interview with John Henderson, Davenport Manufacturing Engineer
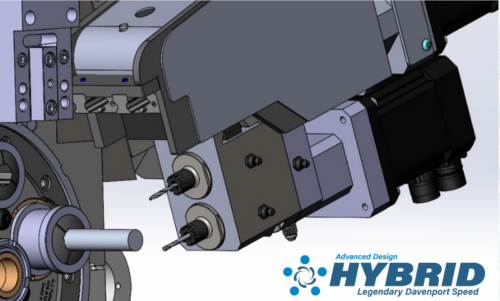
The new Davenport Hybrid Machine is the future of Davenport multi-spindle machine tool technology. It incorporates the best of the mechanical versatility you have come to expect from Davenport, and leverages the power of an intuitive CNC interface to make operation and set-ups easier than ever.